
 304, 316L
304, 316L
Silver
 304, 316L
304, 316L
Custom
Strong and Rigid, Engineering Plastic, CNC Machined, POM-C, Polyoxymethylene (Acetal), Delrin®
POM-C
Professional Smooth Finish
High Strength, Durability
Chemical resistance
Low moisture absorption
High Accuracy
High Strength, Durability
Chemical resistance
Low moisture absorption
High Accuracy
Application: POM-C is a popular choice for gears, jigs, fixtures, bushings, enclosures, and sliding parts, especially where wear-resistance, tight tolerances, and moisture insensitivity are key.
Learn More →
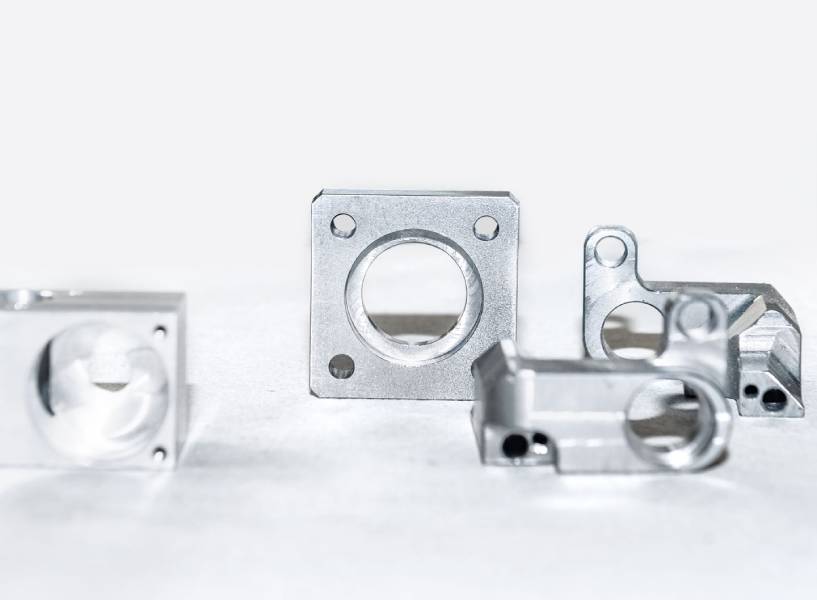
CNC Aluminum, also known as Milled Aluminum, Machined Aluminium, CNC Aluminum, Aluminium Machining
Aluminum
High Strength, Durability
High ductility
Very high stiffness
High Accuracy
High ductility
Very high stiffness
High Accuracy
Application: Functional parts, structural components, precision engineering, aerospace & defence prototypes, marine hardware, industrial fixtures
Learn More →