Fine Detail Plastic – 3D Printing Material


Fine Detail Plastic – 3D Printing Material
Material info
About Fine Detail Plastic – 3D Printing Material
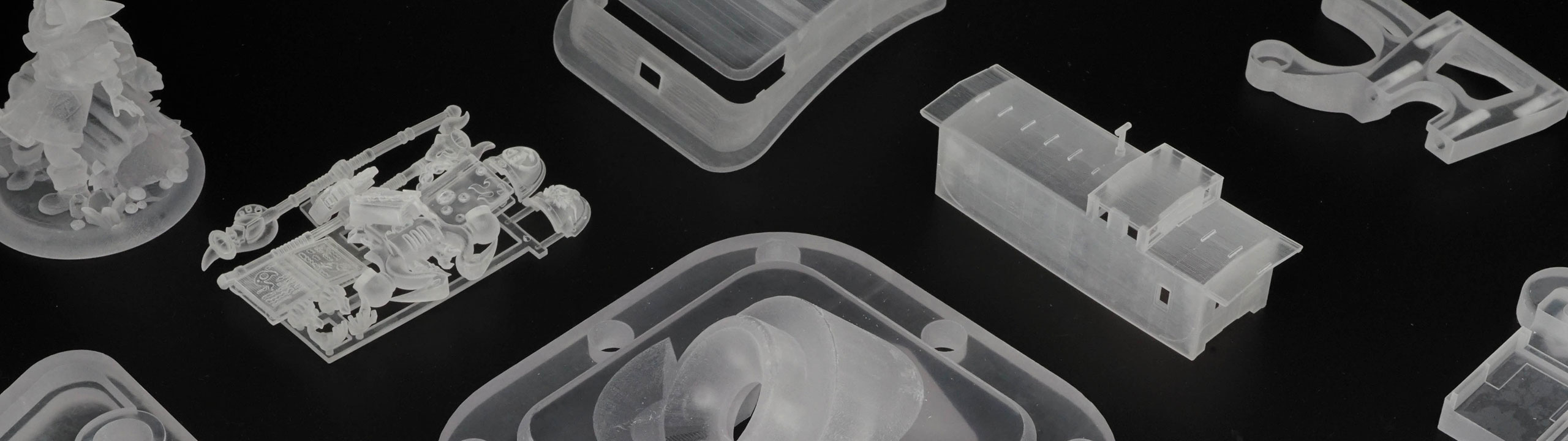
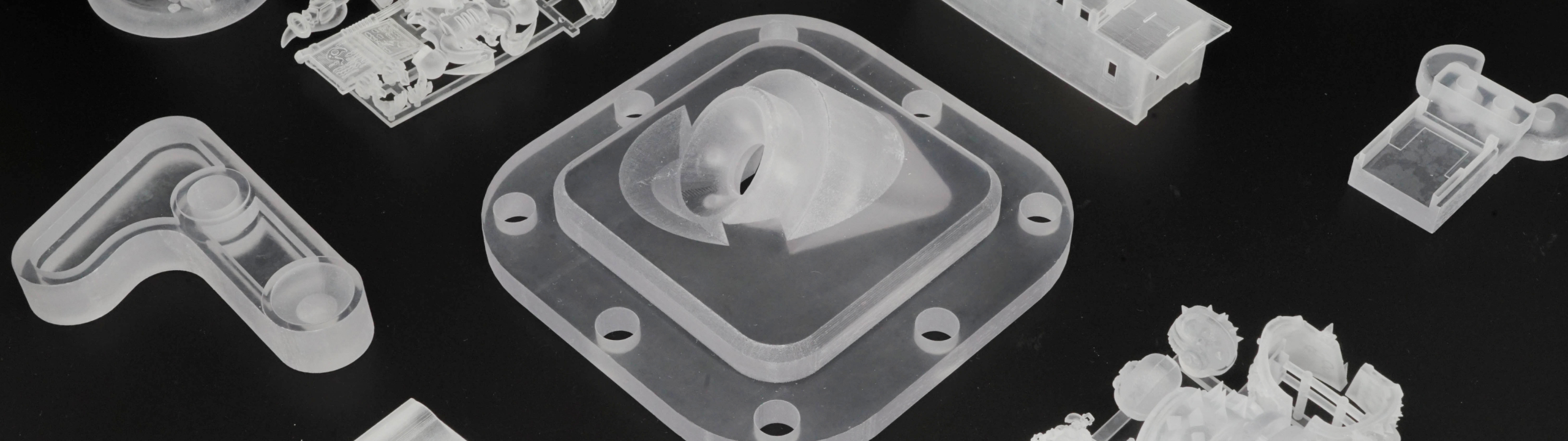
Fine Detail Plastic is an acrylic material capable of extremely high detail and is a popular choice for hobbyists creating scale models, miniature sets, and other decorative products. Our New Tan Fine Detail Plastic is an opaque material that shows exceptional contrast and detail and Clear Ultra Fine Detail Plastic has an improved clarity and look. Although the surface can be uneven in color due to the nature of the printing process for the old Smooth and Smoothest, our new Tan and Clear Ultra have a more uniform color due to the updated process.
Looking to order a sample of this material for your project or application? Order now.
Color & Finishes

3D Systems Visijet M2R Clear material at Ultra High Definition resolution settings to provide finest details at 32 micron layer height.
3D Systems Visijet M2R TN material at High Definition resolution settings to provide fine details at 32 micron layer height.
Technology
- Material Jetting
Technical Documents
Material Properties
Description
Design Guidelines
Bounding Box
Bounding Box Max
290 x 210 x 145 mm (Tan)
290 x 210 x 100 mm (Clear Ultra)
Bounding Box Min
X + Y + Z > 12 mm
The bounding box is a 3D imaginary outline of a box that encloses the smallest area occupied by your model. Your model must be within the minimum and maximum bounding box sizes. If the size of the model is close to the maximum bounding box, then the printing orientation will be restricted.
Walls
Wires
1.0 mm diameter (or thinnest dimension if not circular) for sprues, or wires bearing weight.
Details
Escape Holes
Clearance
Sprues

Sprues are wires that keep two or more parts together. Parts should be connected with a minimum of two sprues each. Please consider the size of your sprues and increase them as needed as minimum guidelines will not always be adequate for large models. If the sprues are within the guidelines and are broken, but there is no damage to your model, we will still ship them as is.
Interlocking & Enclosed Parts
Interlocking
Yes
Enclosed
No
Accuracy
Related Materials
