CNC
CNC machining produces precise metal and plastic parts with tight tolerances and excellent surface finishes. It is ideal for prototypes, end-use components, and production applications requiring high accuracy and reliability.
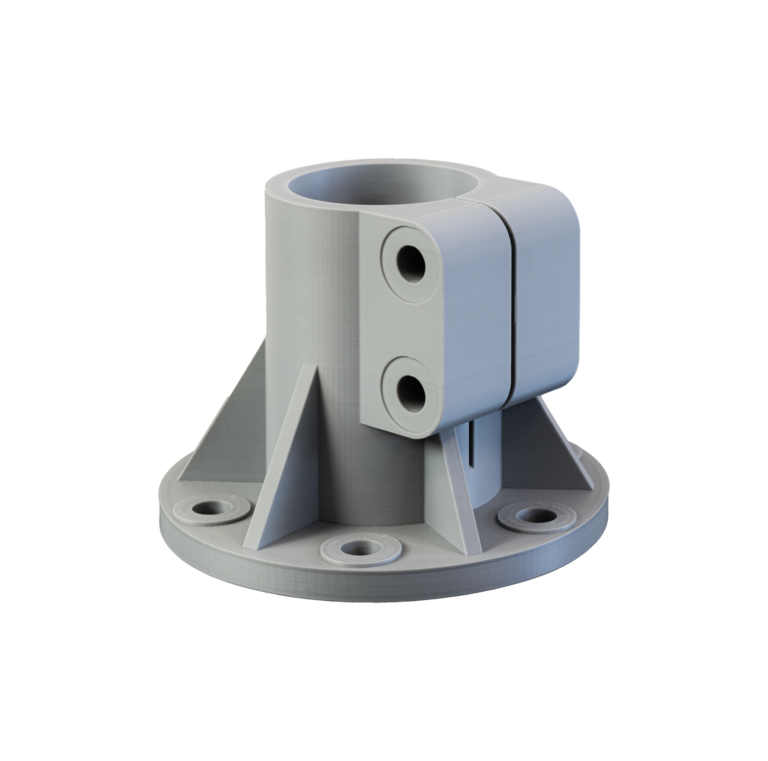
Fused Deposition Modeling (FDM)
Fused Deposition Modeling (FDM) is a popular 3D printing technique that builds objects layer by layer using a thermoplastic filament. The filament is melted in a heated nozzle and deposited onto a build platform, where it solidifies to create the desired shape. Known for its affordability and versatility, FDM is widely used for prototyping, functional parts, and hobbyist projects.





Lost Wax Casting
Lost wax casting is a manufacturing process that produces highly detailed metal parts with excellent accuracy and surface quality. It is well suited for complex geometries, fine features, and applications requiring precision metal components.








Material Jetting
Material Jetting operates in a similar fashion to 2D printers. In material jetting, a printhead (similar to the printheads used for standard inkjet printing) dispenses droplets of a photosensitive material that solidifies under ultraviolet (UV) light, building a part layer-by-layer.


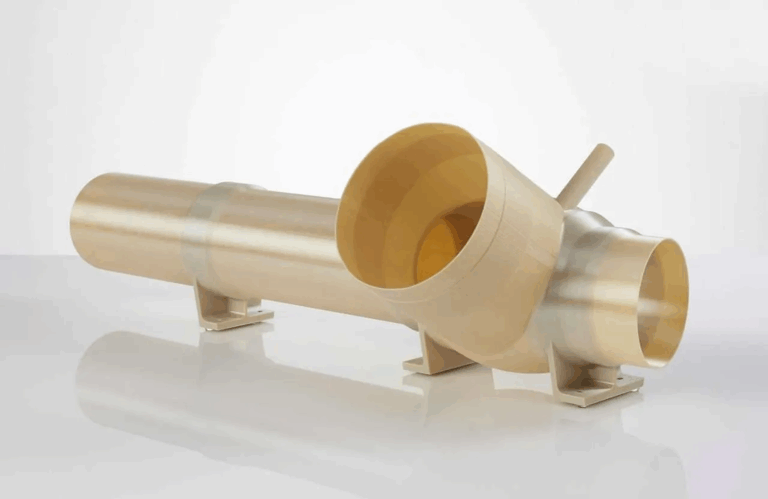
Multi Jet Fusion [MJF]
Multi Jet Fusion (MJF) begins with a thin layer of powdered material being deposited across the build platform. Droplets of fusing and detailing agents are applied along with thermal energy on top of the powdered material to define the part’s geometry.






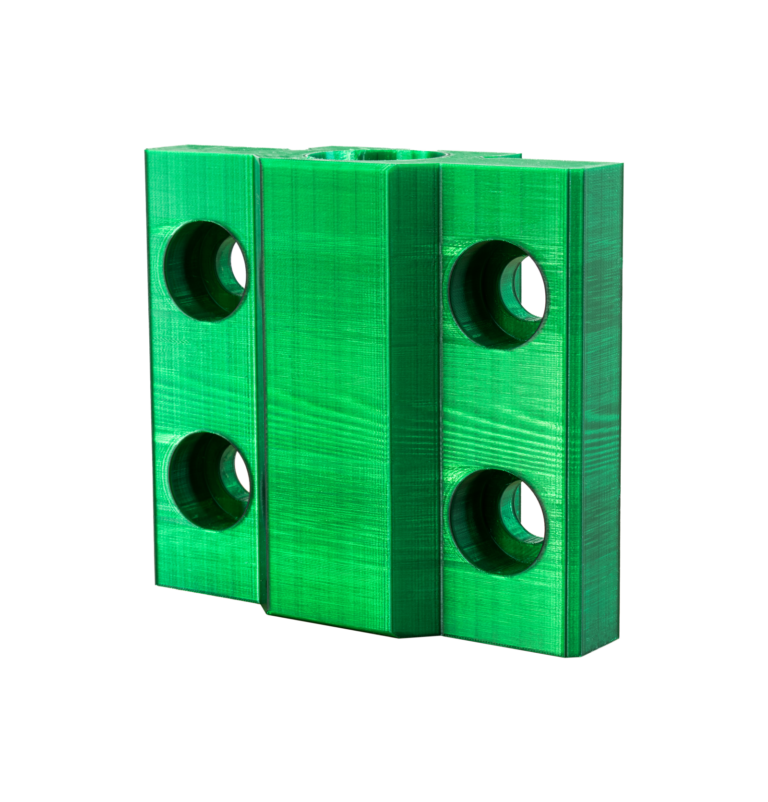
Selective Laser Sintering [SLS]
Selective laser sintering (SLS) uses a laser as the power source to sinter powdered material, aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure.




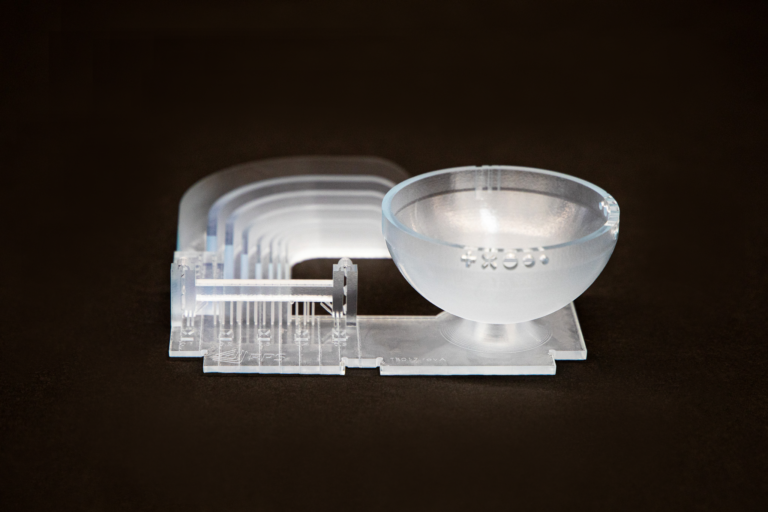
Stereolithography [SLA]
Stereolithography (SLA) creates parts in a layer by layer fashion using photochemical processes by which light causes chemical monomers to link together to form polymers. Those polymers then make up the body of a three-dimensional solid.