Heart Pendant
Made by
Have a question about this product?
contact the designerProduct Description
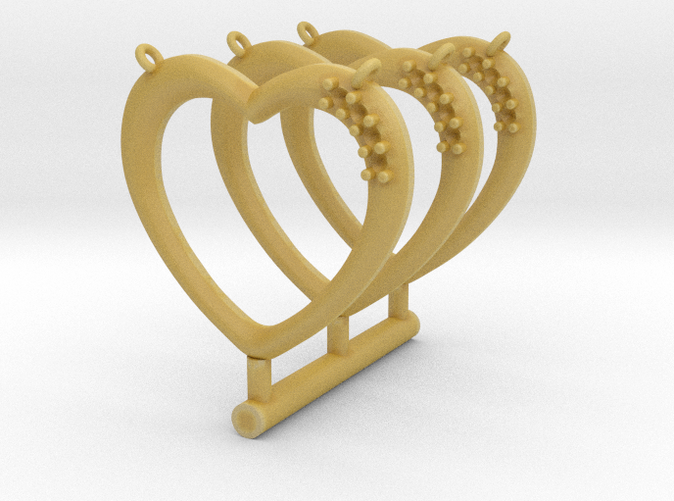
CCW13 Heart Pendant
This pendant requires a chain to be added after casting. It is approximatel 27 x 25 mms in size, but can be custom made in any size. Please check my shop.
It can be custom made in other sizes as required. If you require a custom size please feel free to contact me for a price quote to alter the CAD file. In some cases the whole CAD file must be redone for a different finger size. If you want this ring finished in gold and gemstones please feel free to contact me for a price quote.
The following stones can be added to this model:
4 , Diamond , Round , Diamond , X=1.70 , Y=1.70 , Z=1.04 , .02ct. (total .07ct.)
Total Gems: 4 Total Weight: .07ct.
Estimated Rough Casting Weight:
2.7 gms Silver
3.2 gms 10kt.
3.5 gms 14kt.
4.0 gms 18kt.
5.5 gms plat
Frosted Ultar Detailed:
This model comes in Frosted Ultra Detailed. This is for the person who wants to cast the ring in gold, silver, or platinum at their local jeweller’s. What you would do is the following:
- Order here from ShapeWays this model in Frosted Ultra Detailed. You will receive 3 copies of the same pendant in case one or more does not come out in the burnout process.
- Once you receive your order you would take this model to your local jewellers along with the list of stone that can fit into this model.
- Your jeweller will give you a price to complete this model into a ring of metal and stones of your choose
- Please pass on this IMPORTANT NOTE to your jeweller. The model that comes from ShapeWays needs to be cleaned in his ultrasonic cleaner and then blown dry (do not use a steamer) to completely remove all support matters used in the growing process before sending to casting. If the model is not completely cleaned the casting may not come out correctly.
Directions for your jeweller on casting FUD (Frosted Ultra Detailed) materials:
- Gently clean the FUD model with light soap and water in a ultra sonic cleaner to remove any oils or support material left from the model growing process.
- Clean the area of your FUD model where you attach the sprue with alcohol
- Sprue the parts on the tree in a normal fashion.
- Use a Platinum Investment. ( Execellent results have been seen using Ransom & Randolph Platinum Investment called "Platinum Investment and Binder")
- Use a the regular directions for flask preparation, investing.
- With regard to burnout, follow the enclosed plaster manufactures directions to the temperature of 1600 degrees F (871 degrees C) and then raise the oven to 1850 f for an additional 4 hours. Make sure that your burnout ovens are capable of maintaining this temperature.
- It is advisable to have good air flow during burnout. With ovens that can maintain an atmosphere, try to keep the oxygen level between 12 and 18 percent..
- Before casting, you can bring the temperature back to casting metal temperature and blow the flask with compressed air ( recommended) than cast.
Hope this helps to make the casting easier.
Price Request:
If you would like a price quote from us to produce this model in materials other than the Frosted Ultra Detailed material listed here from ShapeWays please contact us with details of your request. In your email give us as much detail as possible (ie, 14kt yellow gold, mount only). We will contact you shortly..
** The above photos may show white and/or other stones in the ring. ``NO STONES, OR METAL COMES WITH THIS ORDER``. Your order here from ShapeWays gives you the master model (made in FUD plastic) for the above ring that your jeweller requires to cast this ring by “Lost Wax Casting”.
Details

More From This Shop



{kind=link}
