How many times I had to fix the same rejected model for different issues?
Two days ago this model
https://www.shapeways.com/model/1781724/1-50-sep-parts-g-wag en-for-bp-42.html?li=shop-results&materialId=4
is rejected with that explanation:
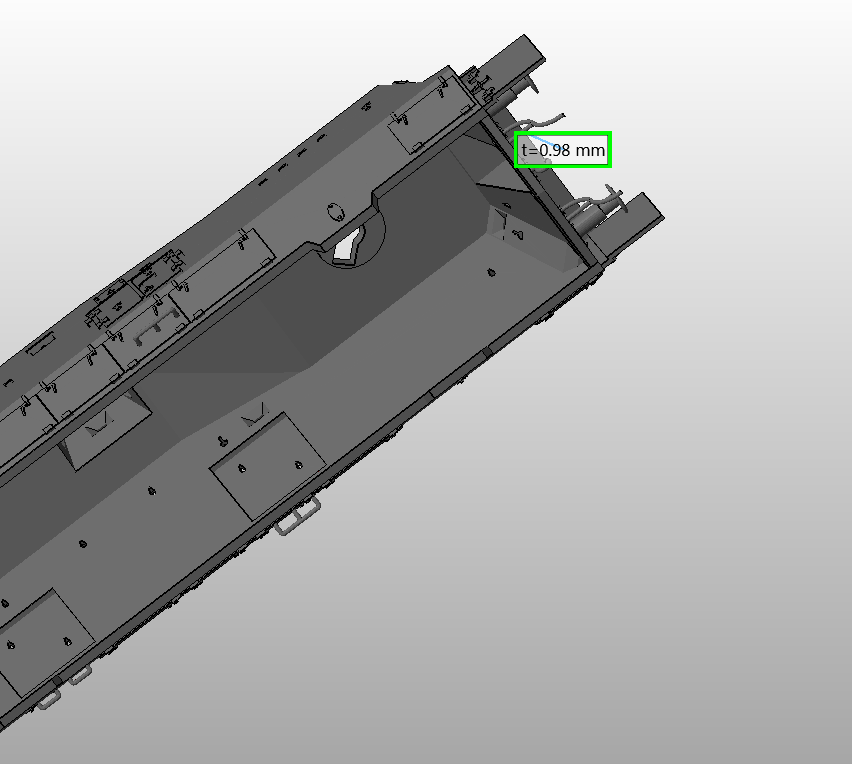
"We cannot print your model due to: Thin Wires. Here are some details to help you resolve this issue:
We attempted to print this, and the wire pictured in the image broke on two separate parts of this product.
Our nylon materials are printed with a process known as "selective laser sintering." During this process, a layer of powder is pushed out by the printer, and only the areas specified as solid per the 3d file are lasered. The product, therefore, is composed of hundreds of microscopic layers joined together.
The areas of powder not melted by a laser are left as loose powder. At the end of printing, we have a vertically built print job with solid models encased by loose powder. We remove the solid models from the loose powder by hand, then we use sandblasting and compressed air to achieve a fully cleaned surface.
When the product is encased in loose powder, it is similar to as if it were encased in a snow bank. The powder, especially that closest to the model, can be tough or difficult to remove. To avoid a breakage in this stage, it is important that the structure of the part be sturdy.
In this particular design, the structural integrity broke at the above mentioned stage of handling. The wires were too thin to withstand the pressure of the loose powder around them and the attempts at freeing it from the powder cake. The design may be more successful if the broken areas are thickened in diameter."
I thought, "well, no more, five minutes of easy work, and a kind appology to my customer (good customer, fortunately).
But today, they have found another new "issue":
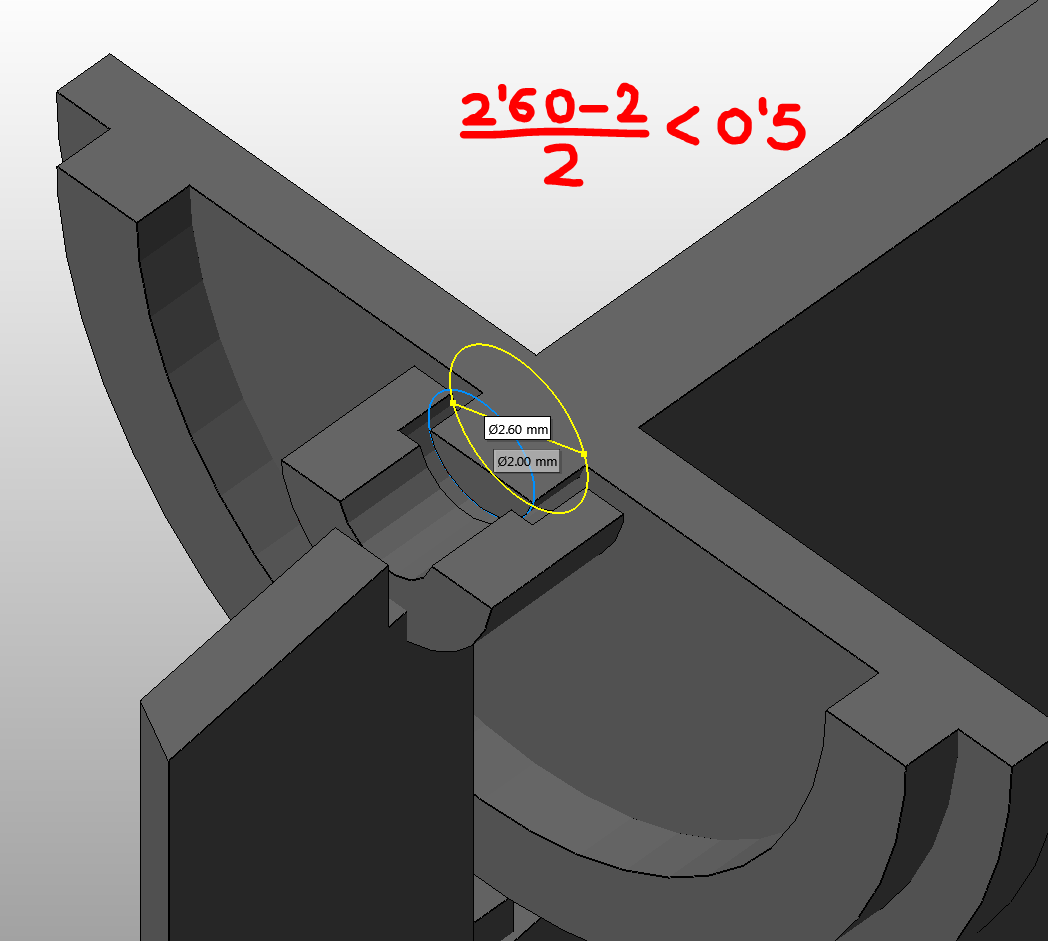
"We cannot print your model due to: Minimal Clearance. Here are some details to help you resolve this issue:
Parts of your model are located too close to each other, printing it will result in them being fused together. Make sure the clearance is > 0.5mm."
This "big issues" detected by the "terminators" were printed without problem in these another models (these parts were a clon copy of the late model!).
https://www.shapeways.com/model/1622781/1-50-sep-parts-a-wag en-for-bp-42.html?li=shop-results&materialId=6
https://www.shapeways.com/model/1509217/1-50-sep-parts-k-wag en-for-bp-42.html?li=shop-results&materialId=6
How can we trust on PIA if an usual order checking isn't made correctly and have to be corrected again, and again and again?