This is my first post on the forum, but I have been pulling my hair out with several designs, trying to meet the print guide lines, while still maintaining detail and accuracy using FD and FUD
If I am correct, and if the process could be approved I think everyone could be a winner.
What I am suggesting is that in a situation such as in this picture,
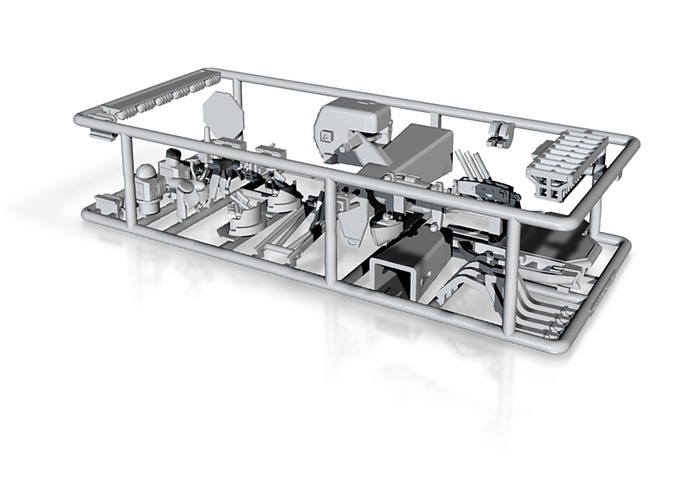
there are several problems.
Complexety of the sprue. Time involved in design and checking.
Which also adds to the file size.
Sprue being larger than the part/ wire it supports.
Sprue removal by the customer, risking damage to the part.
Wasted material.
Low density packing of parts.
If I understand the process correctly, the completed piece would then be heated to remove the support wax.
Re-packaged at considerable expense in materials and transportation charges. In a container considerably larger than the part and surrounded with foam pellets, to withstand the possible g force loadings, and other handling damage.
Would it not be more sensible, to do away with the sprue entirely.
Group the pieces more closely together and then surround the parts in a printed container. Printed at the same time as the parts.
This time leave the support wax in place inside the printed container. Pop it in a jiffy bag and send it off.
Although the container adds to the cost.
The advantages are we can print smaller more detailed parts.
I would think virtually zero damage to parts while handling or transport. All the other arguments against thin walls and wires.
Substantially reduced packaging and transportation costs.
The customer bears the cost of heating the part to remove the wax. This is if the container can be separated from the print run before usual heating/ wax removal stage. If this is not possible it does not become a problem as the parts become consolidated again when cool when you leave the wax in.
The customer no longer risks damaging the smaller parts while removing them from the sprue. Simply heating and cleaning the parts as normal before post processing.
The cost of the printed container is largely offset by the removal of the sprue, and the other added benefits far out way it.
Plus you get a free box and some candle wax.
Does this seem feasible.
I would think a simple tick box should do it. "Wax on / Wax off".
Naturally the container forms part of the customers upload.
Here is one I made earlier, before it occurred to me to remove the sprue.